枪钻在深孔钻加工过程的作用
从枪钻的导向条布局出发,分析影响被加工孔直线度的因素。由于枪钻加工是在密闭环境下进行的,因此加工过程很不稳定,而枪钻走偏现象直接影响被加工孔的直线度,甚至造成工件报废。通过对加工过程中枪钻导向条进行受力分析,计算其在加工过程中的稳定度,建立Pro/E三维模型并进行ANSYS分析,得出在加工过程中稳定度最高的枪钻导向条布局参数,进行打孔试验并得到很好的效果。本文对提高小直径、大长径比的深孔直线度有实际意义。
通过对薄壁细长件内孔原加工工艺的分析,找出产生弯曲变形的原因,提出在渗碳前采用枪钻、渗碳淬火后采用电火花磨床取代内圆磨床加工内孔的新工艺方案,保证了内孔直线度误差在φ0.001 mm内的要求,通过试加工3批工件,大大提高了产品的合格率,证明该方法切实可行.
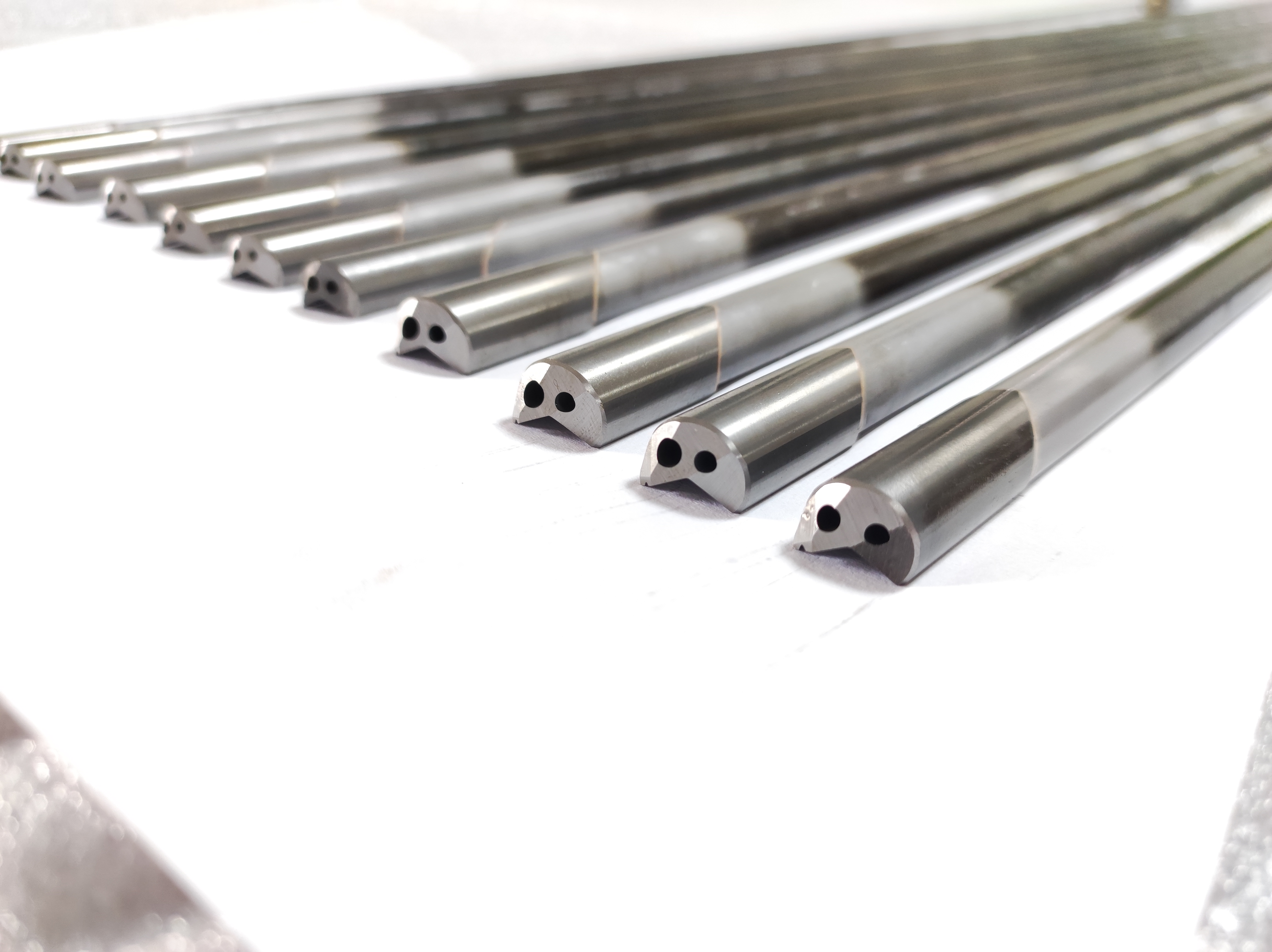
三刃整体硬质合金枪钻钻头特点是:
比二刃钻头钻芯厚、强度高,从而补偿了硬质合金韧性差的弱点; 刀尖前端形成特殊形状,切削时可自动定心,故不需加工中心孔; 因刃多使每转进给量增大(切铝时可达20m/min),又可进行高速切削(切铝时最高可达1000m/min),从而可大幅度缩短加工时间; 加工精度高,尺寸精度达H9,位置精度为±0.011mm,粗糙度Rz为20-25μm; 寿命长:加工合金钢、铸铁和铝合金可分别为20m和80m; 重磨容易,不需专门刃磨机。这种钻头适于加工孔深为3D~4D的下列材料的孔:低合金、钛合金、奥氏体锰钢、硬青铜、高硬度铸铁及硅铝合金等。加工奥氏体锰钢及钛合金时,其切削速度可达40m/min,加工铝合金切削速度为130m/min。
这种钻头要求机床刚性好,尤其是机床主轴轴承精度和钻夹回转精度必须高。因此,一般用于数控机床或加工中心等。德国Bilz公司、Hertel公司、Guehring公司和ILIX公司首先推出这种钻头,继之日本菱高精机株式会社也有产品问世。Bilz规格为f4~20mm,Hertel称为TF钻头,规格为f3~20mm,Guehring的GS200型规格为f3~20mm(分左右两种旋向),ILIX的规格为f2~16mm。